К атегория:
Производство радиоаппаратуры
Заготовка монтажных проводов, кабелей и жгутов
Заготовку монтажных проводов начинают с правки (выравнивания) провода, поступающего на завод в бухтах. После этого провод разрезают на заготовки необходимой длины (указана в технической документации).
При монтажных работах сращивание проводов из отдельных отрезков не допускается. Марку провода, его сечение и расцветку также определяют по технической документации.
Автоматизированная обработка отдельных ячеек в различных качествах. Пайка, сжимание, обжатие или примыкание всех обычных штепсельных и контактных систем. Все кабели автоматически вырезаются и удаляются. Все стандартные соединители и контактные системы также обрабатываются.
Малые серии и небольшие серийные производства в основном изготавливаются вручную. Ручная пайка, обжим и сборка, наш ежедневный бизнес осуществляется квалифицированными и квалифицированными сотрудниками. Электронные компоненты также могут быть установлены в кабель или набор кабелей. Возможности в сборке кабелей очень обширны. Задайте свой проект кабеля без обязательств.
Способ заготовки монтажных проводов зависит главным образом от масштаба производства. При индивидуальном производстве провод нарезают ножницами или кусачками по масштабной линейке. В серийном производстве для мерной резки проводов находят широкое применение различные приспособления и станки, значительно повышающие производительность труда и точность этой операции.
Мы устанавливаем и прокладываем сложные устройства, небольшие машины, а также испытательные и испытательные системы, иглы или другие системы контактирования. Проводка блоков выполняется вручную. В случае больших чисел требуемые пряди и линии обрабатываются и подготавливаются таким образом, чтобы их можно было интегрировать в единицы рациональным образом. Проводные устройства могут быть протестированы электрически, механически и оптически в соответствии с требованиями заказчика.
Для всех продуктов, производимых нами, мы гарантируем неизменно высокий стандарт качества благодаря непрерывному контролю качества. Все кабели, устройства и проводка 100% изготовлены в нашей компании. Производство кабелей - это производство готовых к подключению кабелей и кабелей, включая сборку соответствующих пробок, контактов и наконечников. В случае кабельных сборок особое значение имеют два процесса соединения: обжим и пайка. Это позволяет постоянно подключать кабельные проводники. Выбор разъемов, контактов и других периферийных устройств зависит от индивидуального профиля требований.
На рис. 1 показаны ножницы для мерной резки проводов, характеризующиеся высокой производительностью при точности реза +0,5 мм. Ножницы имеют подвижный и неподвижный диски с отверстиями различных диаметров, упор и ручку. При нерабочем положении ножниц отверстия в дисках благодаря наличию фиксатора и пружины, работающей на растяжение, совпадают. Нарезке партии заготовок предшествует установка упора с помощью стрелки на необходимую длину; отсчеты производят по линейке с делениями. Затем выбирают по диаметру провода необходимое отверстие на диске, продевают в него провод до упора; нажимая на ручку, жестко соединенную с подвижным диском, нарезают заготовки.
Постоянный ток
Постоянный ток представляет собой электрический ток, который имеет постоянную силу и направление во времени. В электротехнике смешанный ток часто также называют постоянным током, если значение изменяется с течением времени, но направление тока остается неизменным, а колебания силы незначительны. На самом деле, постоянный ток часто приравнивается или путается с напряжением постоянного тока.
Разница между постоянным и постоянным напряжением. В случае постоянного тока интенсивность напряжения и тока не изменяется или только очень низкая. При напряжении постоянного тока ток не изменяется, но напряжение не изменяется. Примеры источников постоянного тока: солнечные элементы, аккумулятор.
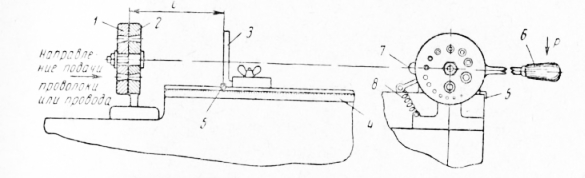
Рис. 1. Ножницы для мерной резки проводов: 1 - подвижный диск, 2 - неподвижный диск. 3 - упор, 4 - линейка, 5 -стрелка, 6 - ручка, 7 - фиксатор, 8 - пружина
Резку и зачистку концов монтажных проводов в условиях массового производства выполняют на специальном автомате (рис. 2). Производительность такого автомата 5500 проводов в час.
Переменный ток
Переменный ток, в отличие от постоянного тока, попеременно меняет направление, так что положительные и отрицательные мгновенные значения компенсируются. Наибольшая доля глобального электроснабжения покрывается синусоидальным переменным током. Причиной этого является простое поколение и трансформация переменного напряжения. Соединения всего домохозяйства должны распределяться как можно более равномерно на три фазы. На самом деле трехфазный переменный ток также называют «трехфазным током». Для передачи используется высоковольтный трехфазный переменный ток, так как он может распространяться на большие расстояния.
После резки монтажные провода и кабели поступают на заделку концов, которая состоит из следующих операций:
— зачистки концов от изоляции и экранирующей оплетки, удаления окисной пленки, скручивания жил, лужения и закрепления концов изоляции.
Способ заделки концов зависит от ряда факторов:
— марки применяемого провода или кабеля, конструктивных особенностей монтажа и его детелей, условий эксплуатации радиоаппаратуры, а также от масштаба производства.
Из постоянного тока генерируется переменный ток. Ток утечки представляет собой ток утечки, который протекает вдоль поверхности изоляционного материала. Внутренние изоляционные свойства определяются удельным электрическим сопротивлением, но внешние изоляционные свойства могут заметно отличаться. Сопротивление слежения характеризует это свойство изоляционных материалов. Его можно наносить водоотталкивающими покрытиями и пропитками, Воск и парафин.
Материалы и компоненты для изготовления жгутов
Короткое замыкание представляет собой соединение с нулевым полным сопротивлением между двумя полюсами источника электрического напряжения. Короткое замыкание - это физическое соединение, а также фактический ток. Кабельный узел охватывает все производство готовых к подключению кабелей. В массовом производстве это поддерживается машинами, а в малом и среднем производстве в основном все еще используется классический Маршлаг. Из-за высокой сложности кабельный сбор требует высокой степени опыта и концентрации, что позволяет лишь частично автоматизировать.
Зачистка провода от изоляции должна проводиться на такую длину, которая бы обеспечивала надежность закрепления жил на контактных лепестках без излишних технологических отходов. Практика показывает, что для большинства соединений достаточна зачистка изоляции на участке провода длиной 7-10 мм. Зачищать изоляцию ножом нельзя, так как можно подрезать токо-проводящую жилу провода.
Операции изготовления жгута
Сечение проводников менее 0, 04 мм² делает обработку еще более сложной. Обзор основных производственных процессов кабелей. Пайка При пайке между двумя контактами устанавливается соединение материала. Чтобы ускорить и упростить процесс пайки при изготовлении кабельных жгутов, открытые контакты часто покрываются оловом, который нужно только расплавить.
В дополнение к пайке, обжим является часто используемым методом для создания положительной и неположительной связи между двумя партнерами-партнерами. Соединение происходит, например, путем сгибания, обжатия, подрезания и сжимания и при правильной настройке газонепроницаем. Соединительный элемент с кабелем часто является штепселем, который должен быть надежно закреплен на конце кабеля. С помощью обжимных плоскогубцев кабельные проводники и вилка положительно и положительно соединены. Этот метод часто используется в крупномасштабном производстве.
Изоляция провода в известной степени определяет способ зачистки.
Текстильную, пласгикатовую и пленочную изоляцию удаляют с проводов одним из следующих способов:
— с проводов МГВ
, МГВЛ
, МГВСЛ
, БПТ
-250, ТМ-250, ПМВ
, ПМОВ
(с внутренней изоляцией из стекловолокна), БПВЛ
, МЦСЛ
- способом надреза на автомате:
— с проводов МГВ
, МГВЛ
, БПВЛ
, ПВЛ
, ПМВ
, ПМОВ
(с внутренней изоляцией из хлопчатобумажного волокна), ПМВГ
, МГШВ
, МГЛ
, МОГ
- способом электрообжига на автомате одновременно с мерной резкой заготовок или на специальном приспособлении, устанавливаемом на столе монтажника и управляемом двумя ножными педалями, расположенными под столом.
Техническая характеристика объекта производства
Типичная ошибка в обжатии - это слишком низкая или слишком сильная сила для обжима. Чтобы обнаружить ошибки во время обжатия, можно сделать так называемые шаблоны заземления. Зачистка Зачистка - это применение изолирующего слоя на открытых концах кабеля или контактах.
Машины для перспективных технологий
Кабельные деревья обычно изготавливаются в соответствии с геометрическими и электрическими требованиями. Помимо фактической функции транспортной системы электрических токов и сигналов, кабельные деревья также должны быть установлены как можно быстрее и быстрее, так как монтаж может быть сравнительно дорогим. Кроме того, в случае повреждения учитывается быстрая взаимозаменяемость, поэтому после сборки должна быть гарантирована доступность. В зависимости от области применения для жгута проводов возникают особые требования.
Рис. 3. Автомат для резки и зачистки концов монтажных проводов
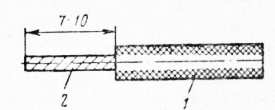
Рис. 4. Зачистка изоляции с конца провода: 1 - изоляция, 2 -жила
Приспособление имеет стойки, на которых укреплены параллельно расположенные колонки 3. С правой стороны на колонках неподвижно укреплена правая губка 2, левая губка 1 на латунных втулках свободно скользит по колонкам. Для зажима изоляции в момент ее снятия служит ребристая часть губок. Держатели проводов с медными штырями прикреплены к губка-л. К штырям подводится питание: нагреватели из константановой проволоки крепят
Кабельные деревья в движущейся и встряхивающей среде должны быть защищены, например, от истирания оболочки кабеля. Это может быть сделано путем дополнительной обмотки жгута проводов. В качестве альтернативы кабельные деревья могут быть защищены от внешних механических напряжений гофрированными трубами. Также необходимо принять максимальный радиус изгиба, чтобы избежать разрыва кабеля. С другой стороны, если химическая стойкость, используемые материалы должны быть оптимизированы.
Разработка кабельных деревьев и кабельных сборок - это новая тенденция в легкой конструкции и увеличении напряжения на плате. Не в последнюю очередь, эта тенденция поддерживается растущими прогнозами увеличения электрификации в транспортном средстве. Однако кабельные наборы должны не только обладать необходимыми электрическими функциями, но и одновременно обеспечивать экономию веса. Алюминиевые кабели растут.
винтами. К держателям прикреплены конпы троса, при помощи которого можно передвигать вправо или влево подвижную губку, сдвигая или разводя при этом петлевые нагреватели, к которым подается от понижающего трансформатора напряжение 3-4 в. Педали служат, чтобы установить нагреватели в такое положение, при котором образуется зазор между ними, куда и вводят провод. Нажимая на левую педаль приспособления, сводят петли нагревателей выполняют тем самым обжиг изоляции. Большое распространение на заводах получили щипцы и ножи для электрообжига изоляции, работающие по такому же принципу, как и описанное приспособление. Изоляцию с одиночных проводов МГВ , МГВЛ , МГВСЛ , БПВЛ , БПТ -250, Г1ВЛ, Г1МВ, ПМОВ (с внутренней изоляцией из стекловолокна), МЦСЛ , ЛПЛ , МОГ , ТМ-250 удаляют специальными щипцами.
Все эти факторы необходимо учитывать при разработке кабельных жгутов, и кабельные сборщики должны будут адаптироваться к этому. Гибридный кабель представляет собой комбинацию различных типов кабелей. Например, целостная система может состоять из оптических волокон, медных кабелей и труб.
Жгут проводов - это целенаправленная сеть между отдельными кабелями в электронной общей системе. Набор кабелей обычно представляет собой меньший, менее сложный кабельный жгут, который часто состоит из нескольких кабелей и пробок. С другой стороны, кабельное дерево демонстрирует ярко выраженное разветвление кабелей и разъемов различных типов, например, подключение системы освещения и датчика к системе управления в кабине трактора. Из-за сложной компоновки большая часть кабельной сборки все еще выполняется вручную, что объясняется тем, что кабельная проводка все чаще передается в страны с низкой заработной платой.
Эмалевую изоляцию удаляют:
— с проводов ПЭТ
, ПЭЛ
- шлифовальной шкуркой, шабером и пр.;
— с проводом ПЭВ
и ПЭМ
- окунанием концов провода в муравьиную кислоту с последующей протиркой мягкой тряпкой;
— с многожильных проводов ЛЭШО
и ЛЭШД- нагреванием в верхней части пламени спиртовой горелки распушенного конца провода до светло-соломенного свечения и быстрым окунанием в спирт крепостью не менее 94° с последующей протиркой мягкой тряпкой.
В зависимости от приложения кабельные деревья могут быть различной сложности. Кабельные наборы в основном используются в электрооборудовании, в автомобилях часто используются кабельные деревья длиной до 50 кг, которые затем называются бортовой сетью. В простейшем случае кабель состоит из одного или нескольких металлических погрузчиков, которые заключены в изолирующий материал. Эти металлические погрузчики могут быть сгруппированы в жгут проводов и обычно выполняются централизованно в кабеле. С коаксиальным кабелем два тока могут транспортироваться одновременно с помощью электрического кабеля.
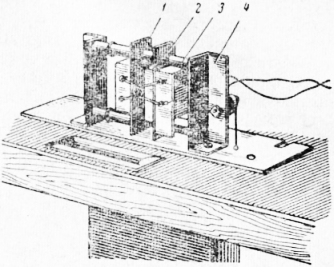
Рис. 5. Приспособление для снятия изоляции с монтажных проводов обжигом: 1-подвижная губка. 2 -неподвижная губка. 3 - ко лонка, 4 - стойка
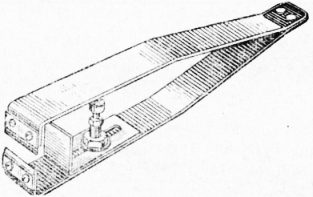
Рис. 6. Щипцы для удаления изоляции с концов монтажных проводов
Установка соединительных устройств
Один из них протекает по центру внутри, другой радиально снаружи, отделенный изолирующим слоем. Ядра обычно изготавливаются из меди, благодаря чему алюминий играет все большую роль из-за снижения веса, особенно в автомобильной промышленности. В дополнение к проводам есть провода в кабелях. Они представляют собой композицию, состоящую из множества отдельных проводов и характеризуются повышенной гибкостью. Если отдельные провода из оплетки покрыты общим изолятором, этот электрический кабель также называется многожильным кабелем.
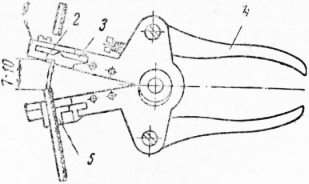
Рис. 177. Щипцы для удаления изоляции с концов монтажных проводов: 1 - угольник, 2 и г -ножи, 4- ручка, 6- прижим
Кроме рассмотренных способов, для удаления эмалевой изоляции применяют нагревательные и механические приспособления.
Нагревательное приспособление представляет собой фарфоровую трубку, на которую намотана нагревательная спираль. Трубку закрепляют на деревянной ручке. Питание осуществляется через понижающий трансформатор. Для удаления изоляции концы провода вводят внутрь фарфоровой нагретой трубки, эмаль при этом сгорает.
Свойства многожильных кабелей могут быть дополнительно увеличены путем скрутки отдельных проводов. В дополнение к прямой оболочке кабелей, кабели можно также обернуть или оплетить пластиковыми ремнями и косами. Прокладка кабелей в гофрированных трубах также является обычным явлением, в результате чего обычно соединяются несколько кабельных линий.
На максимальную допустимую силу тока для кабеля влияют следующие критерии. Поломка кабеля Разрыв кабеля происходит, если электрические или оптические проводники повреждены или даже разорваны. Это вызвано механическим напряжением. Для машин это часто может возникать периодически, если кабели не защищены от чрезмерного натяжения и недопустимого изгибания. Разрыв кабеля может привести к ожогу кабеля при высоких токах, поскольку сопротивление в кабеле значительно увеличивается, а точка разрыва нагревается.
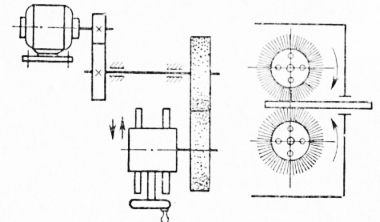
Рис. 8. Механическое приспособление для зачистки проводов с эмалевой изоляцией
К механическим приспособлениям, предназначенным для удаления эмалевой изоляции, относится устройство с металлическими щетками (рис. 8), которые вращаются при помощи электродвигателя в противоположных направлениях. С помощью установочных винтов можно регулировать зазор между щетками. Для снятия изоляции конец провода через отверстие в защитном кожухе подводят к вращающимся щеткам. Изоляция снимается за несколько секунд. Станок с вращающимися металлическими щетками может быть использован для снятия любой изоляции, включая резиновую и стек-ловолокнистую.
Открытые проводники Механический износ может привести к износу оболочки кабеля с течением времени. Если это так, кабельные проводники свободны и не защищены от внешних воздействий. Кроме того, это может быть опасно для операторов. Чтобы защитить кабели от истирания оболочки кабеля, гофрированные трубы или пластиковые оплетки часто наматываются на кабели, кабельные наборы и кабельные деревья.
При серийном производстве кабельных деревьев и кабельных сборок эти самые высокие стандарты качества должны быть достаточными, особенно в автомобильном секторе. Различия в изнашивании и температуре могут привести к отклонениям в кабельной сборке, которые необходимо идентифицировать. Чтобы учесть это, можно сделать так называемые вырезы и выявить недостатки качества. Жалобы Комитета и клиентов могут быть уменьшены путем регулярного обеспечения качества. При создании микрофотографии кабель обрезается в точке обжатия, а интерфейс - плоский.
Для зачистки концов высокочастотных кабелей РК применяют полуавтомат, при помощи которого ступенчатыми переходами удаляют изоляцию с концом кабеля по заданным размерам в зависимости от конструкции кабеля. Разделка концов высокочастотных кабелей показана на рис. 179.На передней панели автомата расположены гнезда, за которыми находятся шпиндели с головками, предназначенные для срезания одного из слоев изоляции. Электродвигатель полуавтомата одновременно приводит во вращение все шпиндели.
Первое гнездо и соответствующий шпиндель с головкой предназначены для удаления хлорвиниловой изоляции, второе - для удаления экранирующей оплетки, третье-для удаления хлопчатобумажной изоляции (способом обжига), четвертое - для обрезки полиэтиленовой изоляции и пя-тое _ для обрезки резиновой изоляции. Таким образом, кабели с хлорвиниловой изоляцией обрабатывают в гнездах 1, 2 и 4, а с хлопчатобумажной - в гнездах 3, 2 и 5. При обработке кабелей должна быть обеспечена целостность (отсутствие надрезов) токопроводящей жилы, внутренней изоляции и экранирующей оплетки. Размеры а, б, е, г (см. рис. 9) определяются типом разъема и должны отвечать эскизам технологической карты или чертажа.
Окисную пленку на оголенной части токопроводящего слоя зачищают шабером (рис. 10) или шлифовальной шкуркой средней зернистости. Зачищенную жилу облуживают припоем ПОС -40 на 5-7 мм от конца.
Концы наружной текстильной оплетки кабелей РК-44 и РК-45 закрепляют нитками №00, а после этого покрывают нит-роклеем. Если необходимо об-лудить концы экранирующей оплетки кабелей, их погружают в расплавленный припой или облуживают электропаяльником.
Концы многожильных монтажных проводов, например МГВ , БПВЛ , МГВЛ и других, предварительно скручивают. Для скручивания применяют специальное приспособление, показанное на рис. 11.
Зачищенный конец монтажного провода подается через направляющую втулку до соприкосновения с быстровращающимся зажимным пружинным элементом, закрепленным на валу электродвигателя.
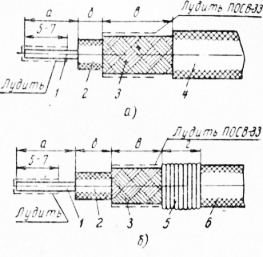
Рис. 9. Разделка концов высокочастотных кабелей: а -кабелей РК, б -кабелей РК-44(РК-45); 1-жила, 2-изоляция, 3 -экранирующая оплетка, 4 - пластикатовая изоляция, 5-хлопчатобумажная нитка № 00. 6 - тркгтильняя оплетка
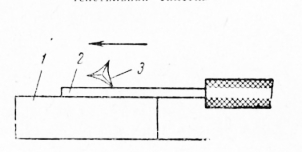
Рис. 10. Зачистка жилы кабеля РК от окисной пленки: 1 -металлическая подставка, 2-жила, 3 - шабер
Зачищенные и скрученные концы монтажных проводов подвергают горячему лужению: погружают в электрованну с расплавленным припоем Г10С-40 или ПОС -61 на 1-2 сек. Предварительно место лужения покрывают бескислотным флюсом, например спиртовым раствором канифоли.
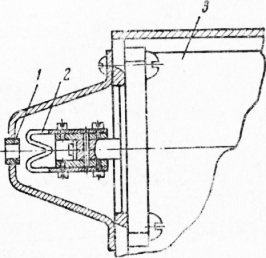
Рис. 11. Приспособление для скручивания жил проводов перед облуживаинем 1 - направляющая втулка, 2- зажимной элемент, 3 - электродвигатель
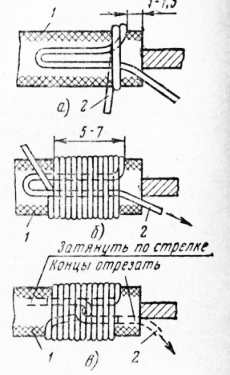
Рис. 12. Закрепление изоляции провода ниткой (оклетневка): а-закрепление первого витка, б -укладка последующих витков, в - затягивание витков и отрезание концов ниток; 1-провод, 2 - хлопчатобумажная нитка № 20
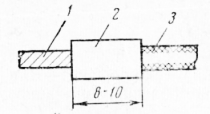
Рис. 13. Закрепление изоляции провода отрезком трубки: 1 - жила, 2- полихлорвиниловая трубка, 3 - изоляция
Оклетневка состоит в наматывании на изоляцию слоя ниток и в соответствующем их закреплении (рис. 12). Оклетневку выполняют цветными хлопчатобумажными или шелковыми нитками, которые затем покрывают клеем БФ-4 или нитролаком. Использование полуавтомата позволяет механизировать этот процесс и резко сократить трудоемкость операции.
Более производительным и качественным способом заделки хлопчатобумажной изоляции на концах провода является заделка с помощью хлорвиниловых, резиновых или линоксиновых трубок (рис. 13).
Для отрезания трубок необходимой длины применяют станок, показанный на рис. 14. Станок работает по автоматическому циклу. Производительность его 300 тыс. заготовок в смену. Он позволяет разрезать трубки диаметром от 2 до 6 мм на отрезки длиной от 8 до 20 мм.
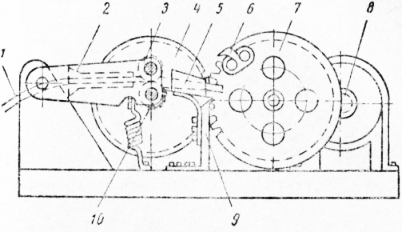
Рис. 14. Станок для отрезания изоляционных трубок: 1-хлорвиниловая трубка, 2 и 5 - направляющие втулки, 3 - прижимной ролик, 4 и 7 -шестерни, 6 - нож, в -милая шестерня, 9 - неподвижный нож, 10 - ведущий ролик
Основными деталями станка являются две шестерни, на одной из которых укреплен нож 6, а на валу второй-сменный ведущий ролик 10. Для привода шестерен используется малая шестерня 8, укрепленная на валу двигателя н вращающаяся со скоростью 6000 об!мин.
В процессе работы станка хлорвиниловая трубка проходит через направляющую втулку 2 и, попадая на сменный ведущий ролик 10, прижимается резиновым прижимным роликом 3, а далее подается во вторую направляющую втулку 5 и, наконец, на лезвие неподвижного ножа 9. При каждом обороте вращающегося ножа хлорвиниловая трубка отрезается. Регулировку длины отрезаемых трубок производят, подбирая сменный стальной ролик с острой пересекающейся накаткой.
Заделку нитролаком выполняют на участке провода длиной 8- 10 мм (рис. 15).
При закреплении концов оплетки проводов БПВЛ , МГВЛ и МГВСЛ нитролаком или оклетневкой оплетку предварительно сдвигают на 3-5 мм от места среза полихлорвиниловой изоляции, а избыток ее разгоняют вдоль провода.
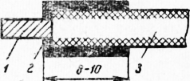
Рис. 15. Закрепление изоляции провода нитролаком: 1-жила, 2 - нитролак, 3 - изоляция
При удалении изоляции с проводов БПВЛ и МГВЛ электрообжигом концы оплетки спекаются с внутренней изоляцией, поэтому закреплять их не нужно.
Текстильную изоляцию провода ПВЛ снимают на участке длиной 8-10 мм от места среза резиновой изоляции.
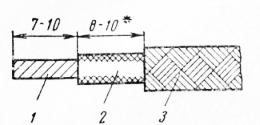
Рис. 16. Разделка конца экранированного провода: 1 - жила, 2- изоляция, 3- экранирующая оплетка
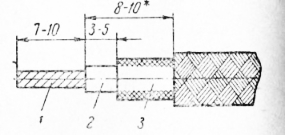
Рис. 17. Разделка конца провода БПВЛЭ (БПШЭ , МГВЛЭ , МЦСЛЭ ): 1-жила, 2 - плаетикатовая изоляция, 3 - текстильная оплетка
Концы экранирующей оплетки срезают монтажными ножницами на 20 мм, для этого сдвигают край оплетки, разрезают оплетку вдоль на 20 мм и аккуратно обрезают вокруг, чтобы срез был ровным и без торчащих жилок.
Заделку концов экранирующей оплетки выполняют несколькими способами:
— протаскиванием конца провода через отверстие, сделанное в оплетке и подключением свободного конца оплетки к корпусному лепестку;
— подпайкой к оплетке дополнительного провода; намоткой на оплетку голого луженого провода и последующей пропайкой этого места;
— закреплением экранирующей и текстильной оплеток нитками с последующим покрытием нитроклеем и припайкой к середине экранирующей оплетки провода МГВ
(этот способ применяется для коротких проводов).
В первом случае поступают следующим образом: конец оплетки расширяют, сдвигая вправо, и на расстоянии 20 мм от конца провода делают в оплетке отверстие диаметром 3-4 мм; через это отверстие провод продевают и извлекают из оплетки, а свободный конец оплетки вытягивают и в месте выхода провода плотно прижимают к изоляции. Конец экранирующей оплетки используют для подключения к корпусному лепестку. В том случае, когда длина оплетки недостаточна, к концу экранирующей оплетки подпаивают отрезок голого провода ММ диаметром 0,5-0,8 мм, конец которого длиной примерно 4- 6 мм вводят внутрь оплетки с ее торца, обжимают и припаивают припоем ПОС -40. На рис. 188 показан образец такой заделки.
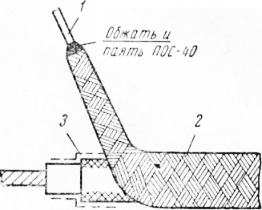
Рис. 18. Заделка заземляющего конца экранирующей оплетки: 1 - провод ММ. 2 - экранирующая оплетка, 3- нитроклей
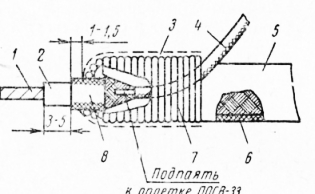
Рис. 19. Подпайка дополнительного провода к экранирующей оплетке: 1 - жила, 2 -пластикатовая изоляция, 3- нитролак, 4 - провод МГВ , 5 - полихлорвини-ловяя трубка (если необходимо изолировать экранирующую оплетку), 6 - экранирующая оплетка, 7 - хлопчатобумажная нитка № 20, 8 - текстильная оплетка
Способ подпайки дополнительного провода к экранирующей оплетке показан на рис. 19. На оплетку надевают полихлорвиниловую трубку и делают на ней клинообразный вырез. В этом месте к оплетке подпаивают припоем ПОСВ -33 распушенный конец провода МГВ длиной 40- 50 мм, сечением 0,35 мм2. После этого место пайки и конец экранирующей оплетки со сдвинутым концом текстильной оплетки закрепляют ниткой № 20 и покрывают нит-роклеем.
Способ намотки дополнительного провода на экранирующую оплетку показан на рис. 20. На конец оплетки плотно наматывают 2-3 витка голого луженого провода ММ диаметром 0,5 мм. Один конец этого провода прижимают монтажными плоскогубцами к оплетке, а другой (длиною 40-50 мм) оставляют свободным. Витки провода припаивают к оплетке припоем ПОСВ -33 методом окунания. На свободный конец голого провода надевают линоксиновую трубку, а место пайки плотно закрывают отрезком изолирующей трубки длиной 15-20 мм.
Концы экранирующей и текстильной оплеток закрепляют нитками и нитроклеем. Распушенный конец провода МГВ припаивают к середине экранирующей оплетки припоем ПОСВ -33. На экранированный провод надевают хлорвиниловую трубку, а свободный конец подпаянного провода пропускают через предварительно сделанную в середине трубки прорезь, а затем вытаскивают наружу.
Обычно монтажные провода, прокладываемые в одном направлении, увязывают в общий жгут хлопчатобумажными или льняными нитками. Жгутовый монтаж отличается повышенной механической прочностью, уменьшает разброс собственной емкости схемы и снижает трудоемкость монтажных операций.
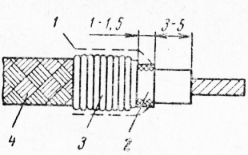
Рис. 21. Заделка конца экранирующей оплетки вместе с текстильной оплеткой 1 - нитроклей, 2 - текстильная оплетка, 3 - хлопчатобумажная нитка № 20, 4- экранирующая оплегка
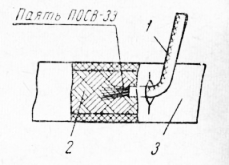
Рис. 22. Пайка дополнительного провода к экранирующей оплетке: 1-провод МГВ сечением 0,35 мм2, 2 -экранирующая оплетка, 3- полихлорвиниловая трубка
Образец жгута делают на стадии проектирования прибора. Рекомендуется следующий порядок отработки жгута. На полностью собранном и приготовленном для монтажа шасси согласно монтаж-238 ной схеме и таблице монтажных соединений раскладывают провода. Концы проводов закрепляют на контактных лепестках и маркируют. Раскладку проводов ведут таким образом, чтобы готовый жгут не лежал на крепежных деталях (гайках, винтах, скобах и т. п.) и по возможности не затруднял доступ к ним; кроме того, изоляция проводов жгута не должна касаться контактных лепестков близко расположенных деталей.
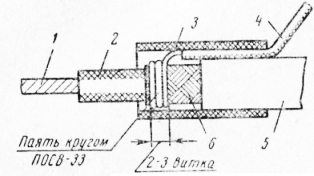
Рис. 20. Намотка дополнительного провода на экранирующую оплетку: 1-жила, 2- изолятор, 3 - полихлорвиниле вая трубка или бирка, 4 -провод МГВ сече нием 0,35 мм2 или провод MM &0,5 мм 5 - полихлорвиниловая трубка (если необхо димо изолировать экранирующую оплетку) 6 - экранирующая оплетка
Изоляцию проводов в местах прохода жгута через отверстия в шасси и экранах предохраняют полихлорвиниловыми трубками, прокладками, а также специальными резиновыми втулками (пистонами) и изоляторами.
![]()
Рис. 24. Закрепление нитки на жгуте: 1 - нитка, 2 - жгут
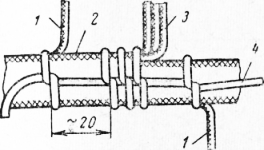
Рис. 23. Увязка проводов в жгут: I -провод, 2- жгут, 3 -ответвление жгута, 4 - нитка
Вначале укладывают короткие провода и в последнюю очередь наиболее длинные с таким расчетом, чтобы последние образовали лицевую сторону жгута. В середину жгута укладывают экранированные провода, не заключенные в полихлорвиниловые трубки. Если по ТУ в жгуте предусмотрены запасные провода, их укладывают сверху на наибольшую длину жгута.
Обязательно предусматривается запас провода по длине на закрепление (20-25 мм на оба конца) и такой же запас на повторное закрепление концов проводов в случае обрывов. Таким образом, кроме расстояния между точками подключения провода, по направлению его укладки дается еще 40-50 мм. До закрепления второго конца измеряют длину провода, а результаты заносят в таблицу монтажных соединений.
После раскладки жгута провода увязывают крепкой ниткой при помощи изогнутой иглы; петли следует вязать с натяжением через равные интервалы (не более 20 мм), а также в местах ответвления проводов (рис. 23). Закрепляют начало и конец нитки, как показано на рис. 24.
Когда вязка жгута окончена, его вынимают из прибора и правят на ровной поверхности; ветви жгута, расположенные в разных плоскостях, отгибают на 90° в плоскость основной части жгута.
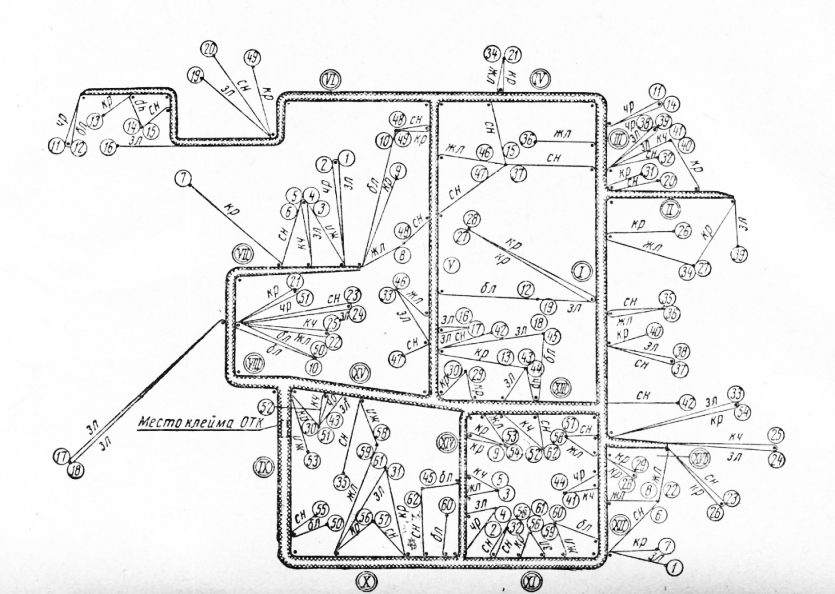
Рис. 25. Эскиз жгута
Затем жгут кладут на лист чертежной бумаги лицевой стороной вниз н срисовывают в натуральную величину.
Эксиз жгута применяют для изготовления опытного шаблона, который представляет собой лист фанеры с вычерченным на нем жгутом и вбитыми в нужных местах шпильками (рис. 26). По шаблону вяжут опытный жгут, причем раскладку проводов на шаблоне начинают с запасных и длинных рабочих проводов и заканчивают короткими, т. е. применяют обратный порядок раскладки проводов и обратное изображение жгута. Это делают, чтобы придать жгуту более аккуратный вид: узлы, сделанные на жгуте, не будут заметны после его укладки в прибор.
Опытный жгут проверяют, укладывая его на шасси прибора, выявляют и исправляют допущенные неточности. Исправления вносят в эскиз жгута и таблицу монтажных соединений. Рабочий шаблон изготовляют по откорректированному эскизу жгута.
В серийном производстве жгуты изготовляют следующим образом: монтажные провода, прошедшие зачистку, лужение и заделку концов, укладывают на шаблон согласно таблице соединений, содержащей сведения о марке, сечениях, порядковых номерах и расцветке проводов. Укладку провода начинают с закрепления его на начальной шпильке.
Затем провод прокладывают по схеме жгута, изгибая его на угловых шпильках, и заканчивают закреплением на конечной шпильке. Начальная и конечная шпильки имеют один и тот же номер. Когда все провода уложены, их обвязывают льняными нитками. Связанный жгут снимают с шаблона и пробником проверяют правильность укладки проводов. Образцы жгутов показаны на рис. 27.
В тех случаях, когда к механической прочности и влагостойкости жгутов предъявляют повышенные требования, их обвязывают ки-перной лентой и пропитывают лаком.
Более удобны в работе электрифицированные шаблоны, получившие широкое распространение на радиозаводах; они значительно снижают трудоемкость процесса изготовления жгута и сокращают возможный брак.
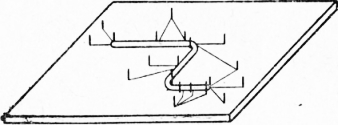
Рис. 26. Шаблон для раскладки жгутов
В электрифицированном шаблоне концевые шпильки заменены зажимами-кнопками, в которые вмонтированы зеленые сигнальные лампочки. Иногда лампочки располсжены рядом с зажимами около цифровых обозначений концов монтажных проводов. На шаблоне помещается таблица соединений. Рядом с обозначением каждого соединения установлены контрольные лампочки красного цвета. Установка питается напряжением, соответствующим напряжению сигнальных лампочек.
Рис. 27. Жгуты
Укладка монтажных проводов на электрифицированном шаблоне производится следующим образом. При включении шаблона в сеть загораются две зеленые лампочки тех зажимов, между которыми нужно уложить первый провод. Для закрепления конца провода нажимают на кнопку зажима, открывая в нем паз, в который заводят провод, сигнальная зеленая лампочка при этом гаснет. После прокладки провода по контуру жгута закрепляют второй конец; зеленая лампочка второй кнопки гаснет, но при этом зажигается красная контрольная лампочка на таблице соединений, сигнализирующая о том, что провод проложен правильно. Одновременно с этим зажигаются две зеленые лампочки тех кнопок-зажимов, между которыми нужно проложить следующий монтажный провод, и т. д. Если жгут уложен правильно, будут гореть только контрольные красные лапочки таблицы соединений.
На некоторых радиозаводах разработаны автоматы для раскладки жгутов.
Концы проводов в жгутах и междублочных кабелях маркируют, используя изоляцию проводов различного цвета, метки из разноцветных нитроэмалей, наконечники из цветных или нумерованных полихлорвиниловых трубок, съемные бирки, клеевую полихлорвиниловую ленту, на которую нанесены цифры (бандаж из маркировочной липкой ленты накладывают на провода и жилы кабеля в 1,5-3 оборота).
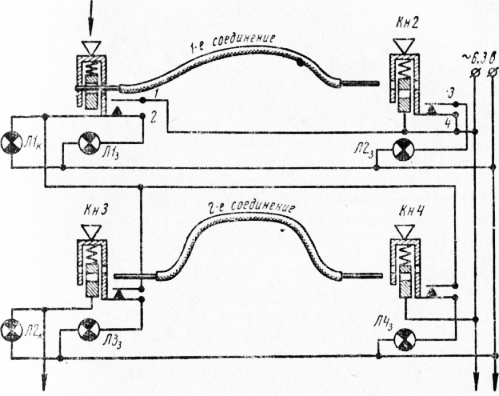
Рис. 28. Типовая схема электпиЛинноованного шаблона
Для понимания последовательности процессов сборки любого жгута, в данном разделе мы хотим ввести общие понятия о структуре жгута, которые будут далее встречаться в каталоге. Жгут, как любой физический предмет, делится на части, которым можно дать названия. На рисунке 1 показан образец жгута с выносками, которые обозначены цифрами, в соответствии с определённой частью жгута:
1. Ствол жгута - часть с максимальным количеством проводов, которые собраны в пучок;
2. Ответвление - отходящий от ствола или другого ответвления пучок проводов;
3. Место ответвления - участок расхождения двух и более пучков;
4. Наконечники – элементы, которые позволяют осуществлять монтаж либо демонтаж жгута с холодными контактами;
5. Соединительные устройства – это устройства, которые позволяют в комплекте с наконечниками одновременное соединять одну или несколько пар «штырь - гнездо».
6. Защитные элементы – резиновые технические изделия, которые предназначены для механической защиты мест соединения наконечников (либо соединительных устройств) с приборами, электрооборудованием различных транспортных средств.
Надёжная (эксплуатация) автотракторного электрооборудования в значительной степени зависит от того насколько надёжна автотракторная электропроводка, которая представляет собой либо отдельный (изолированный) (гибкий)(металлический), (алюминиевый) или (медный) (провод), либо (электрокабель) – несколько скрученных вместе изолированных проводов, имеющих, для удобства монтажа, разные (цвета), и покрывающая их (оболочка).Нагрузочная способность проводов и кабелей зависит от того, какое (сечение) имеет металлическая (жила), проводящая ток.
(Трактор), так же как и (мотороллер) или (мопед), во время работы, как правило, имеет (повышенный) уровень вибрации, которая передаётся на провода и(может), в случае если (гибкость) провода недостаточна, вызвать его обрыв. Ещё хуже если в результате вибрации происходит (продавливание) кабеля, чем нарушается его (изоляция). При нарушении изоляции соседних проводов, между которыми существует (напряжение), происходит короткое замыкание, сопровождающееся искрой. Учитывая, что (дизельный) мотор трактора всегда имеет на поверхности (масло) и вытекающее (топливо), может возникнуть (горение) и, как следствие, пожар. Поэтому (основной) и (общий) приоритет при выборе проводки, учитывая (повышенный) уровень пожарной опасности, (согласно) существующих норм, должен отдаваться проводам и кабелям повышенной гибкости.

Автомобильный провод пгва применяется при монтаже технического электрооборудования. Многопроволочная круглая жила ССА, сделанная из алюминия, покрытого бескислородной медью, придает ему повышенную гибкость. Это делает его незаменимым, когда монтаж приходится производить в ограниченном пространстве, многократно перегибая провод. Наружная оболочка, сделанная из прочного ПВХ-пластиката, защищает пгва от контактов с топливом и маслом, а также предохраняет его от ударов, продавливания и растрескивания. Она бывает белого, желтого, зеленого, красного, синего, фиолетового, оранжевого, розового, голубого, серого, черного цвета или двухцветной в виде полос указанных цветов. Экран выполнен из композиционного фольгированного материала. Одиночно проложенный провод не распространяет горение. Он может использоваться при температуре от -40 до +70 градусов, если относительная влажность воздуха меньше 90%, в условиях большей влажности - до +27 градусов. Допустимое рабочее напряжение – до 48 вольт. Строительная длина провода для сечения 0,20-25,0 кв.мм – не менее 100м, для сечения 35,0-95,0 кв.мм – не менее 50м. Радиус изгиба – не менее 10 наружных диаметров.
Провода марок пгва, пгва-т, пгва-хл, пгва-у, пгваэ, пгваб, пгвад, пгват могут использоваться для соединения автотракторных приборов и электрооборудования, а также в электрической проводке малолитражных и полнообъемных автомобилей, малотоннажных и крупнотоннажных грузовых транспортных средств, автомобилей, автобусов, прицепов, мопедов, мотороллеров, снегоходов, комбайнов и прочей самоходной техники.
Автомобильный провод пгва может эксплуатироваться в воде и на суше в зонах с холодным, умеренным и тропическим климатом. Срок его службы составляет десять лет при гарантийном сроке три года. Отечественными производителями провода являются Рыбинсккабель, Автопровод, Беларуськабель, Самарская кабельная компания, Кольчугинский кабельный завод, Чувашкабель, Уралкабель и др. За рубежом его производят такие компании, как ТКD Kabel, Reka Cables, Draka NK Cables и т.д.

Все знают, что (автомобиль) не поедет без двигателя, и это, безусловно, правильно, но и автомобильная проводка, тоже, является тем, без чего движение автомобиля невозможно. Потому что для запуска двигателя необходима (система) зажигания, основными элементами которой являются катушка зажигания и (свеча), вырабатывающая электрическую искру, поджигающую в цилиндре топливную смесь, которая, сгорая, и заставляет (двигатель) работать. А (напряжение) на катушку подаёт (генератор), который запускается при помощи стартера, прокручивающего коленвал, а (электрический) (импульс) стартеру даёт (автомобильный) (аккумулятор). И для того, чтобы электрический ток поступал ко всем этим агрегатам, необходим проводник, которым, упрощённо, является (изделие), составные части которого - это металлический (провод) и (изоляция), которой снаружи покрыт провод.
Кроме системы зажигания,(питание) которой осуществляется через (высоковольтный) провод, автомобиль имеет много (проводок), которые подают (ток) на низковольтное (электрооборудование) такое как - (бортовой) компьютер, (аудиосистема) и её (акустика), фары, (лампа) освещения салона и т.д. Проще говоря, (функция) проводки в автомобиле – создать (цепь) и обеспечить (процесс), при котором (электроэнергия) по этой цепи от источников передаётся к потребителям.

Скрепление проводов в жгуты исполняется бандажом, который выполнен липкой ПВХ-лентой (ГОСТ 16214 – 70), зубчатыми хомутами из термопластичных полимеров - кабельными стяжками (ГОСТ 22642.3-80, рисунок 5) при помощи специальных инструментов или вручную, приваркой к скрепляющему элементу (лента ПВХ или один из проводов жгута в виде зигзага) проводов, которые разложены на одной плоскости.
![]()
В зависимости от предпочтений потребителей в жгутах провода могут быть защищены, а также скреплены в жгут ПВХ-трубкой.

Трубка из ПВХ наряду со спиральной лентой на жгуте закрепляется бандажом и способами, которые исключают её перемещение или разматывание соответственно. Термоусаживаемая трубка защитит концы гофрированной трубки, также применяют специальные резиновые чехлы, подбираемые по диаметру трубок.

Бандаж накладывают в местах ответвлений и на самих ответвлениях так, чтобы между бандажом было расстояние не более 250 мм, при условии, что на чертеже расстояние не указано. Разветвители устанавливают в месте ответвлений на жгутах в гофрированных трубках, дабы предупредить перемещение трубок на стыках, защитив места ответвлений от различных механических воздействий.
